Описание этапов работы оборудования
- Аккумулированные канистры поступают на транспортерную лент (не входит в поставку)
- Считывание наличие канистры с помощью фотоэлемента, (FP)
- С помощью двух «калиток» останавливается бутылка, взад-вперед, (EV4 / EV4)
- Центрируется горловина канистры, (EV5)
- Проверочная головка опускается с помощью цилиндра и фиксирует ее на канистре, (EV1)
- Мы открываем испытательный воздух с помощью EV2 при испытательном давлении
- Измерьте давление воздуха с помощью датчика PT. Когда давление достигает испытательного давления, мы закрываем и продолжаем измерение в течение установленного времени (около 1 секунды MAX), испытание завершается. Примечание: если мы не достигаем давления в течение определенного времени, мы пропускаем цикл и отбрасываем.
- После того как бутылка была проверена, открывается «калитка» EV4, держа EV4 закрытым, далее закрывается EV3, открывается EV4 и возобновляется цикл.
- Когда цикл закончится, подается световой сигнал, указывающий на неподходящую бутылку
- С фотоэлементом FS и электромагнитным клапаном EV6, который управляет цилиндром, как только канистра выходит, мы подсчитываем его, и, если он хорош, мы пропускаем его, а если он плохой, мы отбрасываем его и возобновляем следующий цикл.
- Учет пройдённых канистр и отбракованных.
- Можно обнаружить отверстия диаметром примерно 0,1-0,2 мм.
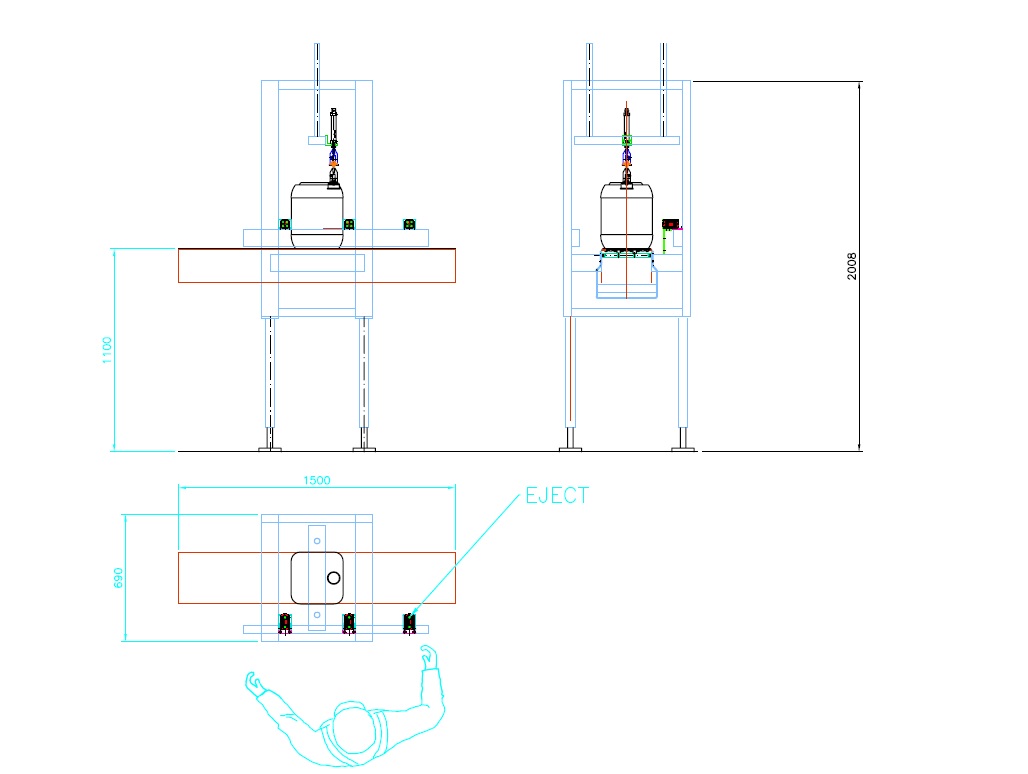
- Можем адаптироваться к конвейеру заказчика, необходимы знать размеры при заказе.
- Потребление сжатого воздуха: 6 бар.
- Наш стандартный язык - английский. Панель управления, и вся документация будет переведена на русский язык.
Любые внешние сигналы, которые должны быть отправлены только при необходимости (поэтому давайте рассмотрим их дополнительно): сигнал остановки ленты в процессе тестирования