- О компании
- Области применения
- Оборудование
- Термопластавтоматы
- Запчасти
- Линии
- Сервис
- Контакты

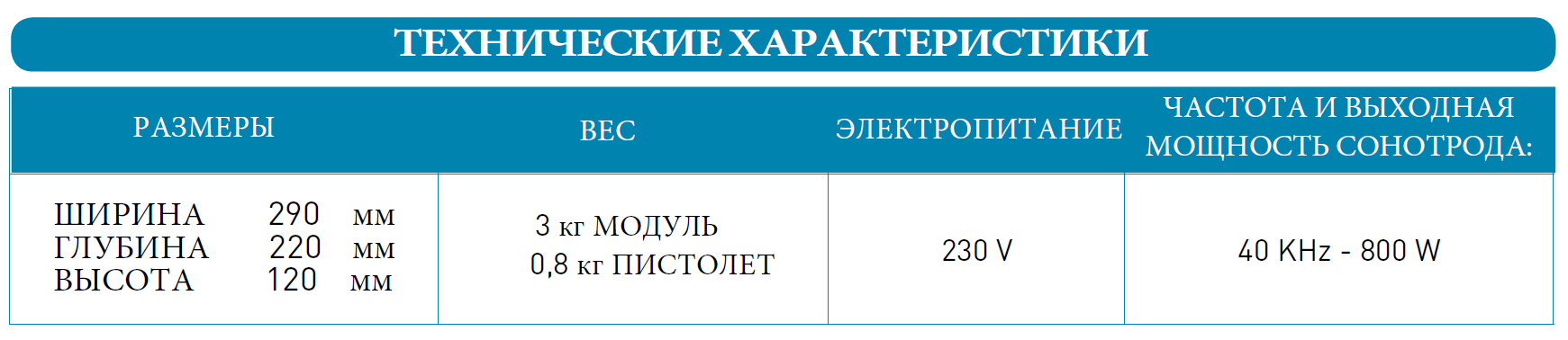
выполняет сварку с помощью локального и точного плавления пластиковых материалов с помощью ультразвука. Ультразвуковая сварка очень отличается и имеет полностью локальное воздействие по сравнению с горячей сваркой или склеиванием. Отличие сварки состоит в структурном изменении: две части сваренные ультразвуком сливаются проникают друг в друга, создавая одну единую сварную деталь, без необходимости в клеях и добавках.
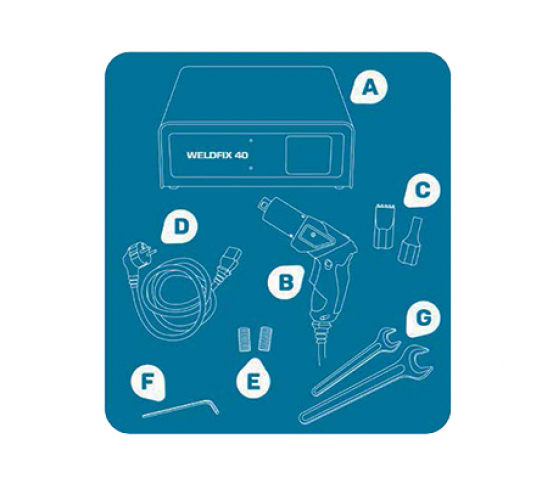
a) Ультразвуковой генератор, подключенный к пистолету. Благодаря сенсорному экрану от генератора можно установить время сварки (с таймером или без него) и контролировать активность ультразвука. На дисплее можно установить 6 различных языков.
b) Пистолет с эмиттером и соединительным кабелем. Пистолет используется путем установки его непосредственно на свариваемую деталь и последующего нажатия кнопки активации. Благодаря эмиттеру в рукоятке электрическая энергия, поступающая от генератора, преобразуется в механическую вибрацию и передается на сонотрод (взаимозаменяемый “наконечник” в пистолете). Пистолет имеет соединение, которое позволяет использовать две различные конфигурации, эргономичную рукоятку с эластомерными защитами, которые улучшают сцепление, и прижимную кнопку для большей безопасности.
с) Два сонотрода из титана: один с формой 12 точек, длиной 7,5 см, подходит для сварки гладких поверхностей, таких как датчики бампера и кронштейны BSD.
Другой 7,5 см длиной сонотрод для труб, подходит для сварных швов кнопки, которые трудно получить доступ, например, дверные панели автомобиля. Сонотроды передают вибрацию к частям, которые нужно соединить. Они являются взаимозаменяемыми "наконечниками" пистолета и могут быть спроектированы, изготовлены и снабжены наиболее подходящими характеристиками для выполнения сварки.
d) НИЗКОВОЛЬТНЫЙ КАБЕЛЬ
e) ДВА ВИНТА для подключения сонотродов к пистолету
f) ШЕСТИГРАННЫЙ КЛЮЧ 2,5 мм
g) ДВА КЛЮЧА, 18 мм и 36 мм
ИНТЕГРАЦИЯ ТЕХНОЛОГИЯ РАЗРАБОТАНА ТАК, ЧТОБЫ ЛЕГКО ВПИСАТЬСЯ В ПРОЦЕСС АВТОМАТИЗАЦИИ, ЧТОБЫ РЕАЛИЗОВАТЬ ПОЛНУЮ ПРОИЗВОДСТВЕННУЮ ЦЕПОЧКУ
Ультразвуковая сварка основана на передачи к деталям, подлежащим сварке энергии звуковыми волнами вне звукового поля и, следовательно, для частот выше 20 кГц. Преимуществами данной технологии являются:
• Низкие производственные затраты, потому что для этого требуется мало энергии • Высокая скорость сварки, процесс развивается за считанные секунды
• Высокая производительность сертифицирована, процесс надежен и способен благодаря обратной связи своих параметров, процесс немедленно предупреждает, если сварка не правильная.
• Точная локализация. Сварка не влияет и не ухудшает свариваемые детали, фактически этот вид сварки можно наносить на очень тонкие детали со стороной, противоположной уже окрашенной.
• Широкий спектр и высокая универсальность. Сварка может быть принята огромной категорией термопластичных материалов, наполненных или пигментированных.
• Чистая технология, она не выделяет паров и остатков. Comimport Italia разрабатывает и производит все компоненты, необходимые для процесса ультразвуковой сварки для частот 20 - 30 - 40 кГц:
- многопроцессорный микропроцессорный блок управления
- генератор синусоидальных волн
- излучатель, преобразующий ток в вибрацию
- усилитель
- волновод
Основная причина этого выбора - максимизировать производительность и иметь максимальную степень свободы при изменении всех параметров процесса сварки, вмешиваясь непосредственно с помощью программного или аппаратного обеспечения.
Эта степень свободы в сочетании с глубоким ноу-хау технологий, как правило, позволяет нам решать все проблемы, которые передают нам наши клиенты.
Принцип работы и инструкция по эксплуатации

